


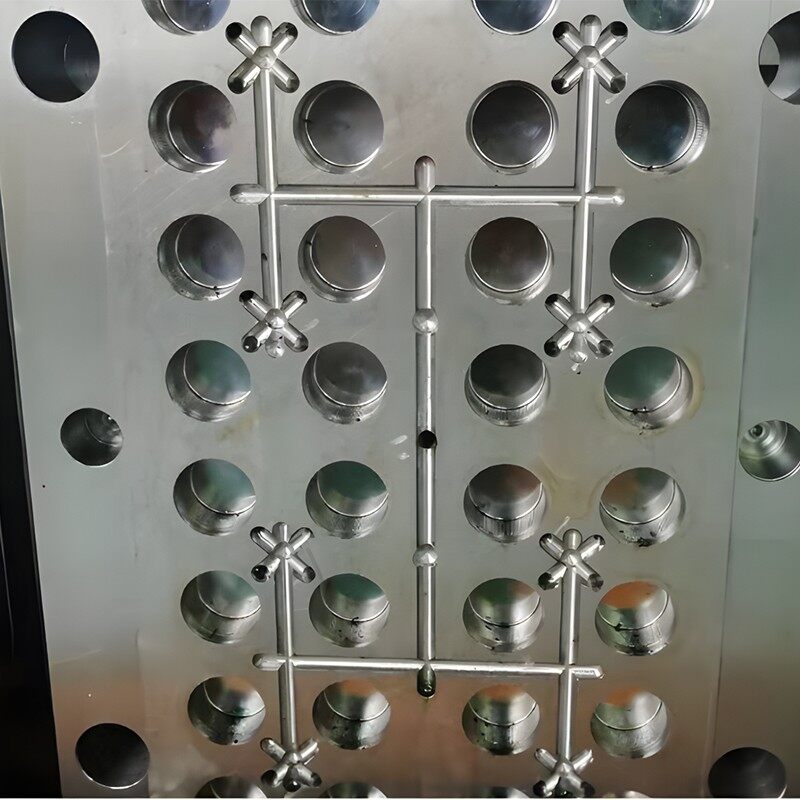

32 Üres 30/25 vízbefecskendező műanyag kupakos forma forró lefolyóval
A 32 cav forrócsatornás műanyag vizes palackkupakos öntőforma 32 készterméket képes előállítani egyetlen befecskendezési ciklusban, növelve a gyártási kapacitást a 8 üreges vagy 16 üreges formához képest, és jelentősen csökkenti a gép energiafogyasztását és időegységenkénti munkaerőköltségét. A melegcsatornás rendszer teljesen kiküszöböli a hagyományos hidegcsatornás rendszerek által termelt hulladékot, így közel 100%-os anyagfelhasználást tesz lehetővé könnyű termékek, például vízsapkák esetében. Ez jelentősen csökkenti az egy vízsapkára jutó teljes termelési költséget (beleértve a berendezések amortizációját, az energiafogyasztást és a nyersanyagokat), ami szilárd költségelőnyt biztosít az ügyfeleknek egy erős versenypiacon.
Terméktulajdonságok
|
Szerkezet |
Ön-zárva/Automatikusan ledobva stb |
|
üreg sz. |
8,12,16,24,32, 48 stb. |
|
Forma alap |
P20, AISI1045 stb |
|
Mag/üreg |
718H, S136, 2136 stb |
|
Futórendszer |
Meleg/hűtött futórendszer |
|
Tervező szoftver |
UG, CAD/CAM stb |
|
Felületkezelés |
Nitridálás, galvanizáló kezelés stb |
|
Keménység kezelés |
Nitrogénkezelés, oltás, moduláció, nano{0}}bevonat stb |
|
Feldolgozás |
Huzalvágás, nagy sebességű{0}}gravírozás, CNC, polírozás stb. |
|
Élettartam |
Legalább 1 millió lövést |
|
A kapu típusa |
Pontkapu, látens kapu stb |
|
Csomag |
Szabványos export fa tok |
|
Szállítási idő |
45 nap |
Termelési Rendszer

Alkalmazás
A műanyag kupakformák professzionális gyártója és szállítója vagyunk. Alkalmazások: víz/italok, fűszerek, kozmetikumok, gyógyszerek, fertőtlenítőszerek és egyéb területek.






Folyamat
A műanyag kupakos formatervezés lényege a hatékony és stabil tömeggyártás elérésében rejlik. A futó és a kapu kialakítása közvetlenül befolyásolja a termelés hatékonyságát és a termékminőséget. A több-üreges formák általában melegcsatornás rendszereket alkalmaznak a hulladék mennyiségének csökkentése és az olvadékhőmérséklet stabil fenntartása érdekében. A kapukat általában tűpontos kapuknak tervezték, amelyek a kupak tetején vagy belső oldalán helyezkednek el, lehetővé téve a gyors, automatikus vágást és a tiszta, zökkenőmentes felületet. Az egyensúly elérése érdekében a futómű elrendezését a formaáramlás elemzésével optimalizálni kell.

CAD Egyedi tervezés
Az acél kiválasztása az öntőforma mag alkatrészeihez, mint például a mag, az üreg és a hüvely, megfelel a magas polírozhatóság, a nagy kopásállóság és az erős korrózióállóság követelményeinek. Az S136, 2083 és H13 rozsdamentes acélok előnyösek. A krómtartalmú S136 formaacél (13%-nál nagyobb vagy egyenlő) kiváló rozsdaállóságot biztosít, tiszta mátrixa pedig finom polírozás után A1-es tükörfényezést érhet el, garantálva a palack kupakjának fényes és hibátlan megjelenését a forrástól kezdve.

Kiváló minőségű öntőacél
A forma magja/ürege közvetlenül meghatározza a méretpontosságot, a tömítőfelület minőségét és a termék megjelenési részleteit. A nagy-sebességű eszterga megmunkálás nagy-sebességű orsójával és dinamikus pontosságával hatékonyan és precízen megmunkálhatja ezeket az alapvető alkatrészeket, megalapozva ezzel a formagyártás stabilitását.

Nagy{0}}sebességű eszterga
A palackkupakok csúszásgátló-fogait úgy tervezték, hogy elegendő súrlódást biztosítsanak a felhasználók számára a kupak egyszerű lecsavarásához. Ezek a fogak jellemzően finom, összetett mikro-textúrák vagy kiemelkedő dudorok tömbjei, amelyek rendkívül nagy megmunkálási pontosságot igényelnek. Mivel a csúszásgátló fogak aprók, és gyakran ívelt felületeken vagy sarkokon helyezkednek el, a hagyományos marással nehéz elérni őket. Az elektromos kisülési megmunkálás (EDM) kulcsfontosságú folyamat lett az edzett formaacél üregek csúszásgátló-fogazatának kialakításában.

EDM
Az öntőforma összeszerelése előtt professzionális tisztítószerrel alaposan meg kell tisztítani és ellenőrizni kell az összes alkatrészt, hogy eltávolítsa a megmunkálás során visszamaradt olajat és törmeléket, majd légpisztollyal le kell fújni. Minden kritikus alkatrész (például üregek, magok, kilökőhüvelyek, vezetőoszlopok, kilökőcsapok stb.) méretét ellenőrizni kell, hogy megbizonyosodjon arról, hogy megfelelnek a rajzi követelményeknek, megalapozva ezzel a precíziós összeszerelést.

Összeszerelő forma
A formahibakeresés során ismételten nyissa ki és zárja be a formát, és figyelje a rendellenes súrlódási vagy ütközési hangokat. Figyelje meg, hogy a mozgó/rögzített formasablon zökkenőmentesen fut-e, a vezetőoszlopok és a vezetőperselyek simán illeszkednek-e, és az elválasztófelület érintkezői egyenletesek és szorosak-e. És fontos megbizonyosodni arról, hogy a forma nyitási lökete, a kilökési távolság stb. mechanikai paraméterei összhangban vannak az előre beállított értékekkel. Ez az alapja a forma hosszú távú stabil működésének-.

Penész tesztelve
Előnyök

Stabil hőáramlás
A műanyag kupakkal ellátott forma nagy teljesítményű{0}}melegcsatornás rendszerrel van felszerelve, amely ±1 fokon belül pontosan tudja szabályozni a nyersanyagolvadék hőmérséklet-különbségét. Ez hatékonyan megakadályozza az anyag hődegradációját vagy idő előtti megszilárdulását a fröccsöntés során, amelyet a hőmérséklet-ingadozások okoznak, elkerülve az anyagteljesítmény romlását és az egyes üregek egyenetlen kitöltését. Az öntőforma belső szerkezete racionális áramlást irányító kialakítást alkalmaz, optimalizálva az áramlási csatorna elrendezését és a keresztmetszeti -változtatásokat, hogy csökkentse az olvadék áramlása közbeni nyomásveszteséget, biztosítva az olvadék egyenletes és egyenletes bejutását az egyes üregekbe. A kialakítás javítja a több-üreges kitöltés konzisztenciáját, ami stabil méretű és egyenletes megjelenésű termékeket eredményez, egyensúlyban tartva a gyártási hatékonyságot és az öntési minőséget.
Sima kilökődés
A műanyag kupakkal ellátott forma kettős{0}}vezető nyomólappal és középső visszatérő rugós szerkezettel rendelkezik, egyenletes kilökőerővel, hogy megakadályozza a termék excentricitását vagy deformálódását. A termék vetemedését a<0.02mm, and the ejection deviation is < ±0.001mm, ensuring that the concentricity and sealing structure of the bottle cap are not affected.

Egyedi támogatás
A Younce fő erőssége abban rejlik, hogy mélyen megérti és gyorsan reagál az ügyfelek személyre szabott igényeire. Professzionális tervezőmérnöki csapattal felszerelve CAD/CAE rendszereket használunk a műanyag kupakformák teljes folyamatszimulálására és elemzésére-, lehetővé téve az olyan szempontok pontos ellenőrzését, mint a kupak szerkezete, a tömítési teljesítmény, a nyitási módszerek és a megjelenés textúrája. Legyen szó funkcionális követelményekről (például -hamisítás elleni védelemről, gyermek-ellenőrzésről és speciális szögtervezésről) vagy márka vizuális igényeiről (például összetett logókról, utólagos-bevonatolási/nyomtatási megoldásokról), a moduláris tervezési gondolkodás és az innovatív folyamatok kombinációjával rendkívül kompatibilis megoldásokat tudunk biztosítani.
Egyedi tervezés (CAD)



Előnyeink
1. A vevő tényleges gyártási tervezése alapján optimalizált javaslatokat és konfigurációkat tudunk adni a műanyag kupakos fröccsöntő rendszerekhez, a maximális berendezés kihasználtsághoz, csökkentve az energiafogyasztást és az alapanyag-pazarlást, valamint minimalizálni a termékenkénti költséget.
2. Testre szabott tervezési szolgáltatásokat kínálunk: a 2D termékterv rajzokat 3 napon belül, a 3D formaszerkezeti rajzokat pedig egy héten belül szállítjuk. Termékmintákat vagy termékterv rajzokat is megadhat.
3. A műanyag kupakos öntőforma alapvető alkotóelemei kiváló minőségű acélból, például AISI 422, S136, 4Cr13 és H13 acélból készülnek, és olyan CNC gépekkel vannak megmunkálva, mint például a MazaK és a FANUC, 0,05 mm-en belül szabályozott formapontossággal; a forma élettartamának és működési stabilitásának biztosítása.
4. Az öntőforma elkészülte után teljes -gépi tesztet hajtanak végre. Tesztvideókat készítenek, a tesztparamétereket rögzítik, és az eredményeket referenciaként elküldik az ügyfélnek a tényleges gyártás és hibakeresés során. A tesztmintákat referencia és megerősítés céljából postán is elküldjük az ügyfélnek.
5. Ha az öntőforma gyárból való elhagyását követő 18 hónapon belül nem-emberi hiba miatt sérült meg, a hét minden napján 24 órás támogatást biztosítunk a probléma megoldásához, és a lehető leghamarabb pótalkatrészeket küldünk, amíg a probléma meg nem oldódik. Élettartamig tartó-értékesítés utáni szolgáltatás és frissítés biztosított.
Szállítás és csomagolás




GYIK
K: Készíthet OEM-et és ODM-et a műanyag kupakformákhoz?
V: Az OEM és az ODM egyaránt elfogadható. A forma acél anyaga, a melegcsatornás rendszer és mások testreszabhatók.
K: Mi az Ön szállítási szolgáltatása?
V: Biztosíthatunk foglalást, LCL-t, vámnyilatkozatot, szállítási dokumentumok elkészítését és ömlesztett szállítást a kikötőben.
K: Mi a szállítási idő?
V: Miután az ügyfél megerősítette és aláírta a termékrajzokat. Szállítási idő: 45-55 nap.





